
После того, как инженеры-механики Chengshuo Hardware завершат прецизионную обработку и тестирование размеров прототипа металлических изделий, наш отдел обработки продукции выполнит более совершенную постобработку металлических изделий в соответствии с условиями, в которых клиенты используют металлические изделия.
Многие люди думают об обработке поверхности, и они могут рассматривать ее только как эстетическую отделку, такую как покраска и порошковое покрытие, чтобы детали выглядели красивее и меняли цвет. На самом деле обработка поверхности предназначена не только для эстетики. Различные виды обработки поверхности обрабатывают внешнюю поверхность металлических изделий путем нанесения на поверхность тонкого дополнительного слоя. Соответствующая обработка поверхности может помочь различным типам прецизионных металлических изделий получить лучшую защиту в среде использования (например, устойчивость к коррозии, замедление ржавчины), защитить металлические изделия и достичь цели продления срока службы.

Сегодня мы познакомим вас с производством алюминиевых изделий, обработкой поверхности и анодированием, в которых Chengshuo Hardware особенно хорошо разбирается.
Что такое анодирование?
Анодирование — это электрохимический процесс, который превращает металлическую поверхность в декоративную, прочную и устойчивую к коррозии анодно-оксидную поверхность. Алюминий очень хорошо подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
В 1923 году анодирование впервые было применено в промышленных масштабах для защиты алюминиевых деталей гидросамолетов от коррозии. Вначале предпочтительным процессом было анодирование хромовой кислотой (CAA), иногда называемое процессом Бенго-Стюарта, как описано в Спецификациях Министерства обороны Великобритании DEF STAN 03-24/3.
Современная популярная классификация анодирования
Анодирование уже давно широко применяется в промышленности. Существует много способов использования разных имен, и существует несколько методов классификации, которые можно резюмировать следующим образом:
Классификация по типу тока: анодирование постоянным током; анодирование переменным током; А анодирование импульсным током позволяет сократить время производства для достижения необходимой толщины, сделать слой пленки толстым, однородным и плотным и значительно улучшить коррозионную стойкость.
В зависимости от электролита его можно разделить на серную кислоту, щавелевую кислоту, хромовую кислоту, смешанную кислоту и естественно окрашенное анодное окисление с сульфоновыми органическими кислотами в качестве основного раствора. Анодирование щавелевой кислотой было запатентовано в Японии в 1923 году и позже широко использовалось в Германии, особенно в строительстве. Экструзия анодированного оксида алюминия была популярным строительным материалом в 1960-х и 1970-х годах, но позже была заменена более дешевыми пластиками и порошковыми покрытиями. Различные процессы фосфорной кислоты являются одними из последних разработок в области предварительной обработки алюминиевых деталей, используемых для склеивания или окраски. Различные сложные изменения в процессе анодного окисления с использованием фосфорной кислоты все еще развиваются. Тенденция военных и промышленных стандартов состоит в том, чтобы классифицировать процессы анодирования на основе характеристик покрытия в дополнение к определению химического состава процесса.
По свойствам пленочного слоя его можно разделить на: обычную пленку, жесткую пленку (толстую пленку), керамическую пленку, слой яркой модификации, полупроводниковый барьерный слой и т. д. для анодирования.
Классификация процессов анодирования алюминиевых изделий
Процесс анодирования иногда используется для открытых (не покрытых) алюминиевых деталей, обработанных или химически фрезерованных, требующих антикоррозионной защиты. Анодные покрытия включают процессы анодирования с использованием хромовой кислоты (CAA), серной кислоты (SAA), фосфорной кислоты и борной кислоты и серной кислоты (BSAA). Процесс анодирования включает в себя электролитическую обработку металлов, при которой на поверхности металла образуется устойчивая пленка или покрытие. Анодные покрытия можно формировать на алюминиевых сплавах в различных электролитах с использованием как переменного, так и постоянного тока.
Анодирование достигается путем погружения алюминия в ванну с кислым электролитом и пропускания тока через среду. Катод установлен внутри ванны анодирования; Алюминий действует как анод, выделяя ионы кислорода из электролита и связывая атомы алюминия на поверхности анодированной части. Таким образом, анодирование — это хорошо контролируемое окисление, которое усиливает природные явления.
Анодирование включает тип I, тип II и тип III. Анодирование — это процесс электролитической пассивации, используемый для увеличения толщины слоя естественного оксида на поверхности алюминиевых деталей. Алюминиевые компоненты анодируются (поэтому они называются «анодированием»), и между ними и катодом (обычно плоский алюминиевый стержень) протекает ток через вышеупомянутый электролит (чаще всего серную кислоту). Основная функция анодирования – повышение коррозионной стойкости, износостойкости, адгезии к краске и грунтовке и т.д.
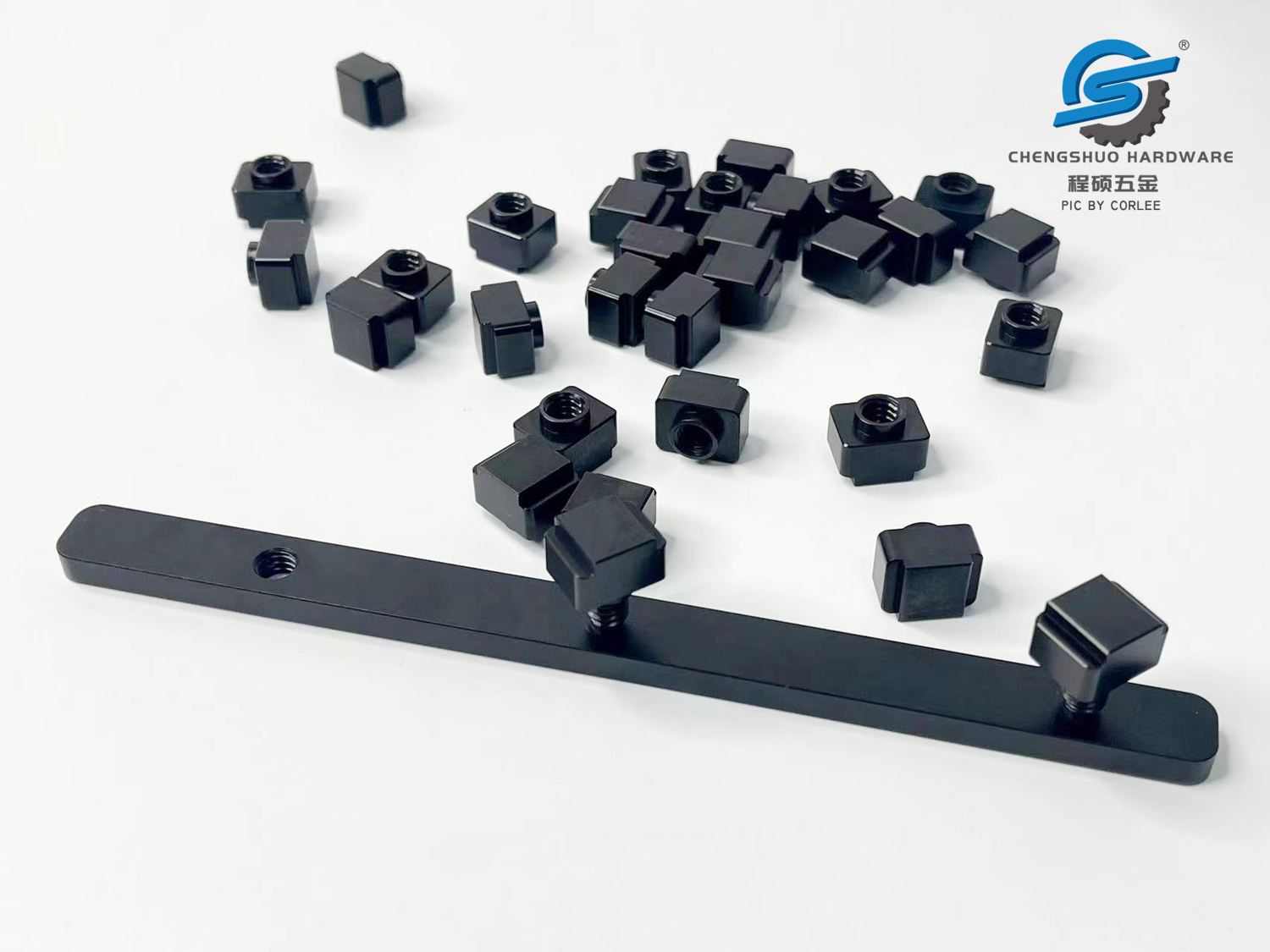 PIC от Корли:Тип IIIдетали из анодированного алюминия
PIC от Корли:Тип IIIдетали из анодированного алюминия
Структура оксида анода основана на алюминиевой подложке и полностью состоит из оксида алюминия. Этот тип оксида алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрирован с основной алюминиевой подложкой, поэтому он не расколется и не отслоится. Он имеет высокоупорядоченную пористую структуру и может подвергаться вторичной обработке, такой как окраска и герметизация.
Время публикации: 29 мая 2024 г.